 新闻中心 新闻中心产品分类 联系方式 荣誉资质 友情链接 |
|
 RCO催化燃烧系统 RCO催化燃烧系统
催化燃烧设备优势1.操作费用低,RCO一般在有机废气达到一定浓度(1000mg/m3以上)时,净化装置中的加热室不需进行辅助加热,节省了费用;2. 不产生氮氧化物(NOX)等二次污染物;3. 全自动控制、操作管理方便;4. 由于是无火焰燃烧,所以安全性好,净化效率高达99%以上,特别适合处理连续排放的气体;5. 对废气燃烧产生的热量进行了再利用,节约能耗;高效的热量回收率,热回收效率≥95%。催化燃烧(RCO)适用领域● RCO设备可直接应用于中高浓度(100mg/m3-10000 mg/m3)的有机废气净化;● RCO设备也可应用于活性炭吸附浓缩催化燃烧系统,用于替代催化燃烧和加热器部分;● RCO处理技术特别适用于热回收率需求高的场合,也适用于同一生产线上,因产品不同,废气成分经常发生变化或废气浓度波动较大的场合。● 应用行业包括汽车、造船、摩托车、自行车、家用电器、集装箱等生产厂的涂装生产线;石油、化工、橡胶、油漆,涂料、制鞋粘胶、塑胶制品、印铁制罐、印刷油墨、电缆及漆包线等生产线的废气处理,尤其适用于需要热能回收的企业或烘干线废气处理,可将能源回收用于烘干线,从而达到节约能源的目的。可处理的有机物质种类包括苯类、酮类、酯类、酚类、醛类、醇类、醚类和烃类等等。工作原理 催化燃烧装置(RCO):首先通过除尘阻火系统。然后进入换热器,再送到加热室,使气体达到燃烧反应温度,再通过催化床的作用,使有机废气分解成二氧化碳和水,再进入换热器与低温气体进行热交换,使进入的气体温度升高达到反应温度。如达不到反应温度,加热系统科通过自控系统实现补偿加热。利用催化剂做中间体,使有机气体在较低的温度下,变成无害的水和二氧化碳气体.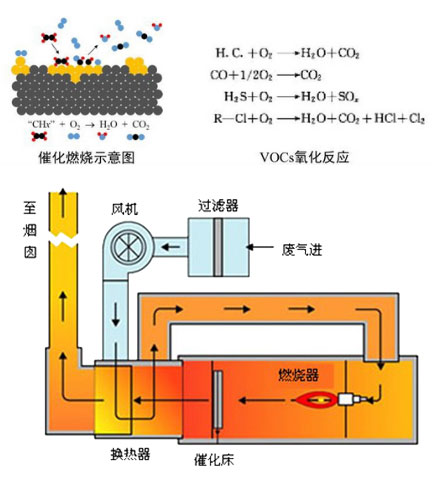
|



